Kia Rio (YB): Conjunto culata motor / Valvulas
Componentes y localización de los componentes
| Componentes |
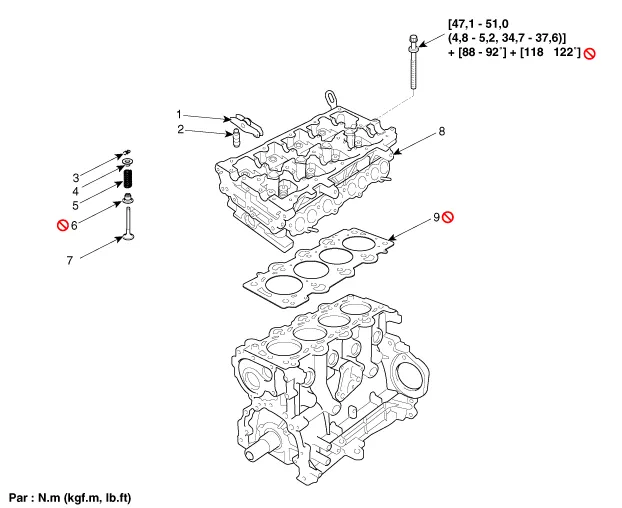
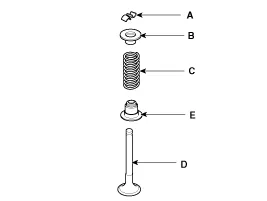
| 1. Rodillo
de leva 2. Taqué hidráulico (HLA) 3. Bloqueo del retenedor del muelle de la válvula 4. Retenedor del muelle de la válvula 5. Muelle de la válvula |
6. Junta
del vástago de la válvula 7. Válvula 8. Culata 9. Junta de la culata |
Procedimientos de reparación
| Extracción |
Para este procedimiento es necesario desmontar el motor.
|

| 1. |
Desmonte el conjunto de la transmisión y el motor. (Consulte el Conjunto del motor y la transmisión - "Conjunto del motor y la transmisión") |
| 2. |
Desmonte el colector de admisión. (Véase el sistema de admisión y escape - "Colector de admisión") |
| 3. |
Desmonte el colector de escape. (Consulte el sistema de admisión y escape - "Colector de escape") |
| 4. |
Soltar el refrigerador EGR. (Consulte el sistema de admisión y escape - "Refrigerador EGR") |
| 5. |
Extraiga la carcasa del termostato. (Consulte el Sistema de refrigeración - "Termostato") |
| 6. |
Quitar la bujía. (Véase Sistema eléctrico del motor - "Bujía de incandescencia") |
| 7. |
Desmonte el sistema del common raíl. (Consulte el Sistema de combustible/ de control del motor - "Common Rail") |
| 8. |
Desmonte la cubierta de la culata. (Consulte el Conjunto de la culata - "Tapa de la culata") |
| 9. |
Desmonte la cadena de distribución. (Consulte el Sistema de distribución - "Cadena de distribución") |
| 10. |
Desmonte el árbol de levas. (Consulte el Conjunto de la culata - "Árbol de levas") |
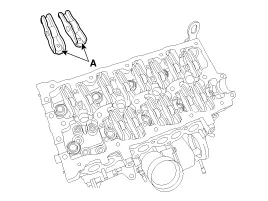
| 11. |
Desmonte el rodillo de leva (A).
|
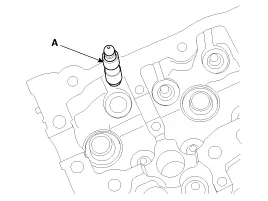
| 12. |
Desmonte el taqué hidráulico (HLA) (A).
|
| 13. |
Desmonte los pernos de la culata y, a continuación, la propia culata.
|
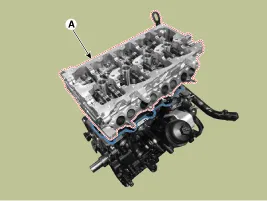
| 14. |
Desmonte la junta de la culata (A).
|
| Desmontaje |
| 1. |
Desmonte las válvulas.
|

| Inspección |
Valvulas
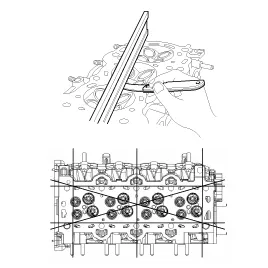
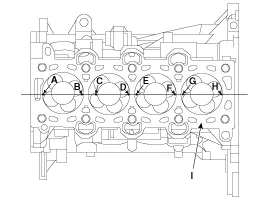
| 1. |
Compruebe la planicidad. Con un medidor de verificación de borde recto de precisión, mida la superficie de contacto del bloque de cilindros y compruebe que los colectores no estén curvados.
|
| 2. |
Compruebe la ausencia de grietas. Compruebe los puertos de admisión, los puertos de escape y la superficie del bloque de cilindros en busca de grietas. Si se observan grietas, cambie la culata. |
VÁLVULA Y MUELLE DE LA VÁLVULA
| 1. |
Compruebe los vástagos de las válvulas y las guías de válvulas.
|
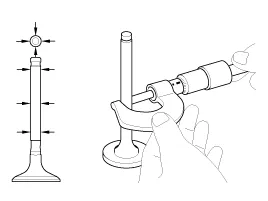
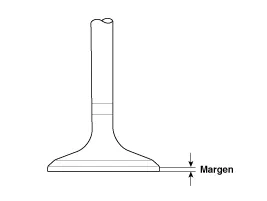
| 2. |
Compruebe las válvulas.
|
| 3. |
Compruebe los asientos de la válvula.
|
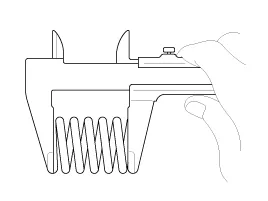
| 4. |
Compruebe los muelles de la válvula.
|
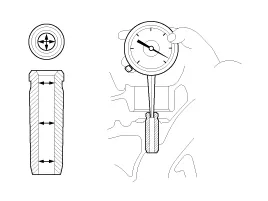
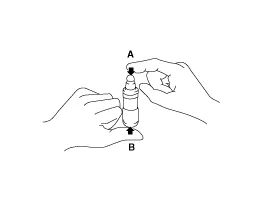
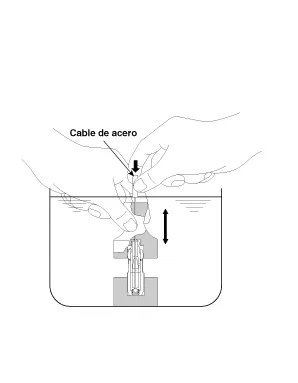
Taqué hidráulico (HLA)
Con el HLA lleno de aceite de motor, sostenga A y presione B con la mano.
Si B se mueve, cambie el HLA.
|
PROBLEMA |
Causa posible |
Acción |
|||
|
1. Ruido temporal durante el arranque en frío del motor |
Normal |
Este ruido desaparecerá cuando el aceite del motor alcance la presión normal. |
|||
|
2. Ruido continuo cuando el motor se pone en marcha después de estar estacionado
más de 48 horas. |
Fuga de aceite de la cámara de alta presión en el HLA, permitiendo la entrada
de aire. |
El ruido desaparecerá a los 15 minutos, cuando el motor gire a 2.000 ~ 3.000
rpm. Si no desaparece, véase el paso 7 más abajo. |
|||
|
3. Ruido continuo cuando se arranca el motor por primera vez después de
rectificar la culata. |
Aceite insuficiente en la canalización de aceite de la culata. |
||||
|
4. Ruido continuo cuando se arranca el motor después de hacerlo girar en
exceso con el motor de arranque o banda. |
Fuga de aceite de la cámara de alta presión en el ajustador del huelgo hidráulico
(HLA), permitiendo la entrada de aire. Aceite insuficiente en el HLA. |
||||
|
5. Ruido continuo cuando el motor funciona después de haber cambiado el
HLA. |
|
||||
|
6. Ruido continuo a ralentí después de que el motor haya trabajado a alta
velocidad. |
Nivel de aceite del motor demasiado alto o demasiado bajo. |
Compruebe el nivel de aceite. Drene o añada aceite según sea necesario. |
|||
|
Excesiva cantidad de aire en el aceite a alta velocidad del motor. |
Compruebe el sistema de suministro de aceite. |
||||
|
Aceite deteriorado. |
Compruebe la calidad de aceite. Si está deteriorado, cámbielo por el aceite especificado. |
||||
|
7. El ruido persiste durante más de 15 minutos. |
Baja presión de aceite. |
Compruebe la presión de aceite y el sistema de sumistro de aceite de cada
parte del motor. |
|||
|
Fallo del HLA. |
Desmonte la cubierta de la culata y apriete el HLA con la mano. Si se mueve, cambie el HLA. |
| Nuevo montaje |
|
| 1. |
Instale las válvulas.
|

| Instalación |
|
| 1. |
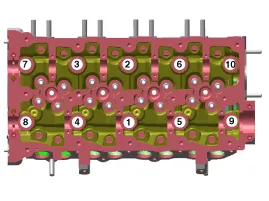
Los pasadores de de encaste de la culata deben estar alineados. |
| 2. |
Seleccione la junta de la culata.
|
||||||||||||||||||||||||||||||||||

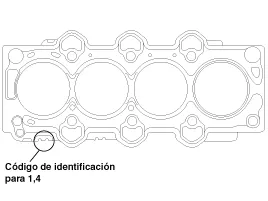

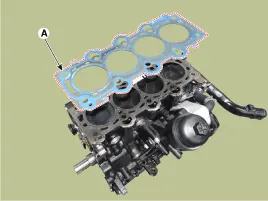
| 3. |
Instale la junta de culata (A) sobre el bloque de cilindros.
|
| 4. |
Coloque con cuidado la culata (A) para que no se dañe la junta.
|
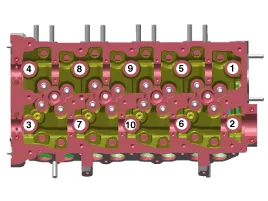
| 5. |
Monte los pernos de la culata.
|
| 6. |
Monte el ajustador del taqué hidráulico (HLA) (A).
|
| 7. |
Monte el rodillo de leva (A).
|
| 8. |
Monte las piezas restantes en el orden inverso al de desmontaje. |
Componentes y localización de los componentes Componentes 1. Tapa del cojinete del árbol de levas 2. Árbol de levas 3.
Otra informacion:
Kia Rio (YB) Manual de Taller: Actuadores espejos electricos
Componentes y localización de los componentes Componentes 1. Luz del repetidor lateral Procedimientos de reparación Inspección 1. Desconecte el terminal negativo (-) de la batería.
Kia Rio (YB) Manual de Taller: Sensor de lluvia
Componentes y localización de los componentes Componentes Diagramas esquemáticos Diagrama del circuito Descripción y operación Descripción Sensor de lluvia integrado El sensor de lluvia integrado (A) controla tres sistemas: limpiaparabrias delantero, luces automáticas y aire aco
Categorías
- Inicio de Manuales
- Kia Rio Manual del Propietario
- Kia Rio Manual de Taller
- Sistema de cambio manual
- Sistema de frenos
- Sistema de suspensión delantero
- Novedades en el sitio
- Lo más importante del coche
